


Dây chuyền sản xuất tự động các thùng phuy, xô, xô lớn 30-50L








Dây chuyền sản xuất tự động các thùng phuy, xô, xô lớn 30-50L
Dây chuyền sản xuất lon tròn tự động
Thích hợp cho sản xuất tự động các thùng lớn 30-50 lít.,
Ba tấm kim loại:thân lon, nắp lon và đáy lon.Lon làhình trụhình dạng.
Quy trình kỹ thuật:
cắt tấm thiếc thành hình tròn (Cắt)-Hàn-bên ngoàiLớp phủ-Mặt bích-nắp dướicho ăn-Đường nối-Quaycông khainắp đậycho ăn-Đường nối-+Lỗ taihàn-Kiểm tra rò rỉ bao bì
Dây chuyền sản xuất thùng phuy đã sẵn sàng hoạt động.Nhấp vào đây để xem thông tin chi tiết.
Dây chuyền sản xuất thùng phuy này hoạt động như thế nào?
Đầu tiên, đặt các vật liệu thân lon đã cắt vào bàn cấp liệu của máy hàn điện trở tự động. Sử dụng giác hút chân không, các phôi thiếc được đưa đến con lăn cấp liệu từng cái một. Thông qua con lăn cấp liệu, mỗi phôi thiếc được đưa đến con lăn bo tròn để thực hiện quá trình bo tròn, sau đó sẽ được đưa đến cơ cấu tạo hình bo tròn để hoàn thiện. Thân lon được đưa vào máy hàn điện trở và tiến hành hàn sau khi được định vị chính xác.
Sau khi hàn, thân lon được tự động đưa vào băng tải từ quay của máy sơn phủ để sơn phủ ngoài, sơn phủ trong hoặc sơn bột trong, tùy thuộc vào nhu cầu khác nhau của khách hàng. Chức năng chính là ngăn đường hàn bên hông bị lộ ra ngoài không khí và bị gỉ sét. Sau đó, thân lon được đưa đến máy ghép, ở trạng thái thẳng đứng khi đi qua băng tải dựng thẳng và được kẹp để chuyển đến trạm tạo gờ. Công đoạn tạo gờ được hoàn thành bằng cách ép khuôn tạo gờ trên và dưới.
Sau đó, thân lon có gờ được đưa đến bộ cấp nắp đáy tự động. Nhờ cảm biến phát hiện thân lon, bộ cấp nắp sẽ tự động đưa nắp đáy lên trên thân lon, và cả hai được đưa đến vị trí bên dưới cụm hàn. Khay nâng sẽ đưa thân lon và đáy đến đầu máy hàn để niêm phong.
Sau khi ghép mép một đầu, lon được đưa đến máy lật thân lon để lật ngược thân lon, sau đó tiến hành lại quá trình phát hiện và ghép mép nắp trên tự động. Cuối cùng, lon được đưa đến máy hàn tai lon hai điểm tự động, thông qua hệ thống định vị đường hàn cạnh tự động, băng tải cam, máy bóc sơn cơ khí, và được trang bị đĩa rung tai lon tự động, hoàn thành công đoạn hàn chính xác trên lon tròn nhỏ.
Cuối cùng, lon thành phẩm được vận chuyển bằng băng chuyền đến trạm kiểm tra rò rỉ tự động. Sau khi kiểm tra chính xác bằng nguồn khí, các sản phẩm không đạt tiêu chuẩn sẽ được phát hiện và đẩy đến khu vực cố định, còn các sản phẩm đạt tiêu chuẩn sẽ được chuyển đến bàn đóng gói để đóng gói cuối cùng.
Cấu tạo thiết bị của dây chuyền sản xuất lon tròn tự động

| Lần cắt đầu tiên (chiều rộng tối thiểu) | 150mm | Lần cắt thứ hai (chiều rộng tối thiểu) | 60mm |
| Tốc độ (cái/phút) | 32 | Độ dày của tấm | 0,12-0,5mm |
| Quyền lực | 22 kW | Điện áp | 220V/380V/440V |
| Cân nặng | 21000kg | Kích thước (Dài*Rộng*Cao) | 2520X1840X3980mm |

| Người mẫu | CTPC-2 | Điện áp & Tần số | 380V 3L+1N+PE |
| Tốc độ sản xuất | 5-60m/phút | Lượng tiêu thụ bột | 8-10mm & 10-20mm |
| Tiêu thụ không khí | 0,6 MPa | Phạm vi thân máy | D50-200mm D80-400mm |
| Yêu cầu về không khí | 100-200 lít/phút | Mức tiêu thụ điện năng | 2,8KW |
| Kích thước máy | 1080*720*1820mm | Tổng trọng lượng | 300kg |

| Dải tần số | 100-280HZ | Tốc độ hàn | 6-15m/phút |
| Khả năng sản xuất | 15-35 lon/phút | Đường kính lon áp dụng | Φ220-Φ350mm |
| Chiều cao lon áp dụng | 220-550mm | Vật liệu áp dụng | Thiếc tấm, thép tấm, mạ crom |
| Độ dày vật liệu áp dụng | 0,2~0,6mm | Đường kính dây đồng áp dụng | Φ1.7mm ,Φ1.5mm |
| Nước làm mát | Nhiệt độ: 12-20℃ Áp suất: >0,4Mpa Lưu lượng: 40L/phút | ||
| Tổng công suất | 125KVA | Kích thước | 2200*1520*1980mm |
| Cân nặng | 2500kg | Bột | 380V±5% 50Hz |

Máy phủ
| Phạm vi chiều cao | 50-600mm | Phạm vi đường kính lon | 52-400mm |
| Tốc độ con lăn | 5-30m/phút | Loại lớp phủ | Lớp phủ lăn |
| Chiều rộng lớp sơn mài | 8-15mm 10-20mm | Nguồn cung cấp chính & Tải hiện tại | 220V 0.5 KW |
| Tiêu thụ không khí | 0,6Mpa 20L/phút | Kích thước máy & Trọng lượng tịnh | 2100*720*1520mm 300kg |

| Công suất đầu đốt | 1-2KW | Tốc độ gia nhiệt của đầu đốt | 4m-7m/phút |
| Đường kính lon nhỏ phù hợp | Φ45-Φ176mm | Đường kính lon lớn phù hợp | Φ176-Φ350mm |
| Chiều cao có thể | 45mm-600mm | Nước làm mát | >0,4Mpa, 12-20℃, 40L/phút |
| Tiêu thụ không khí | ≥50L/phút > 0,5Mpa | ||

Máy ghép thân lon tự động
| Năng lực sản xuất | 25-30 vòng/phút | Phạm vi đường kính lon | 200-300mm |
| Phạm vi chiều cao của lon | 170-460mm | độ dày | ≤0,4mm |
| Tổng công suất | 44,41KW | Áp suất hệ thống khí nén | 0,3-0,5 MPa |
| kích thước băng tải dựng thẳng thân xe | 4260*340*1000mm | Kích thước máy kết hợp | 3800*1770*3200mm |
| Kích thước tủ điện | 700*450*1700mm | Cân nặng | 9T |
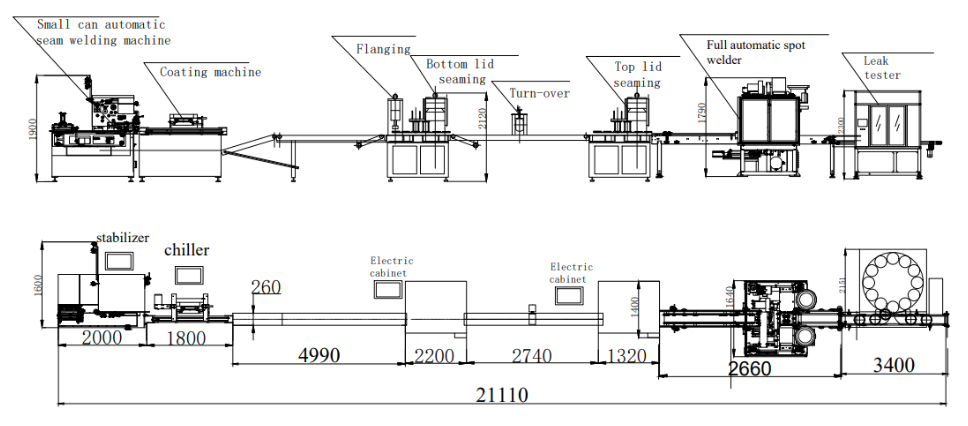
Sơ đồ bố trí dây chuyền sản xuất
Nghệ thuật thủ công làm từ lon thiếc

30-50L thùng lớn sơ đồ dòng chảy
Nhà cung cấp hàng đầu của Trung QuốcMáy làm lon thiếc 3 mảnhVàMáy sản xuất lon khí dungCông ty TNHH Thiết bị Thông minh Changtai là một nhà máy sản xuất máy làm lon có kinh nghiệm lâu năm. Bao gồm các công đoạn cắt, tạo hình, tạo cổ, tạo gờ, tạo mép và ghép nối, hệ thống sản xuất lon của chúng tôi có tính mô đun và khả năng xử lý cao, phù hợp với nhiều ứng dụng. Với khả năng thay thế dụng cụ nhanh chóng và đơn giản, chúng kết hợp năng suất cực cao với chất lượng sản phẩm hàng đầu, đồng thời mang lại mức độ an toàn cao và bảo vệ hiệu quả cho người vận hành.





